
Stock errors rarely stay inside the stockroom. A missing part can stop a line, delay an order, and force costly freight. That is why manufacturing inventory management software matters so much. It gives teams a live view of materials, work orders, bins, and finished goods. So planners can act on real data, not old sheets.
Modern plants need clean stock data before production starts. A strong system logs stock changes as they happen. Planners can see what is on hand, what is in demand, and what may run short. So, that view protects production plans from small data gaps. It also helps buying teams skip panic buys and excess stock.
What Smarter Inventory Control Looks Like
Manufacturing inventory management software links stock logs with buying, production, and warehouse work. This turns stock from a static list into a live control point. For many plants, cloud software adds faster access for buyers, leads, and finance teams.
A barcode system can also cut manual entry and lift count clean data. The right factory software helps teams track raw materials, work in progress, spare parts, and finished goods with no chasing of separate files. Strong systems match how materials move, how jobs use parts, and how teams make calls. A useful system helps people trust the counts before acting on them.
What Manufacturing Inventory Management Software Does for Modern Factories
Manufacturing inventory management software gives plants a live view of materials, parts, work in progress, and finished goods. Teams can see what stock is on hand, where it sits, and when it moves. That view cuts manual checks and shortens daily planning meetings.
According to McKinsey, firms lose up to 20% of revenue to supply chain gaps. Modern production depends on tight material timing. A strong system links stock counts with buy orders, production jobs, and sales demand. Planners can spot gaps before they stop a line. For a broader view of the best tools open, see the best inventory tracking software.
Tracking materials with manufacturing inventory management software
Manufacturing inventory management software logs each stock move as it happens. Raw materials enter receiving, move to storage, feed production, and become finished goods. Each step makes a log that helps with cleaner counts.
A barcode system adds speed and clean data to that flow. Workers scan items instead of writing counts by hand. That plain change tends to cut pick errors and removes hours of rework. Also, the material tracking tool helps teams control lot counts, serial counts, and expiry dates. These details matter in regulated industries and high-value production.
Connecting inventory to production decisions
Manufacturing inventory management software turns stock data into planning signals. Low stock can trigger buy requests. Excess stock can slow new buying. Teams make better calls as they work from live counts.
The right software also shows how materials flow through each job. Managers can compare planned use with actual use. That gap tends to reveal scrap, waste, or hidden flow issues. A cloud system gives buyers, planners, and leads the same data. Remote teams can check stock without waiting for sheets. For many plants, this base later links to buying, production, and finance through an ERP warehouse management system.
Why a Manufacturing Inventory Management System Is Key for Production Planning
Production plans depend on clean material, labor, and timing data. Manufacturing inventory management software gives planners a live view of stock, demand, and work orders. That view helps teams plan jobs with fewer gaps.
With no solid stock data, planners tend to build plans on guesses. A small gap can stop a full line for hours. With manufacturing inventory management software, teams can spot gaps before they reach production.
Linking materials to work orders with manufacturing inventory management software
This system links on-hand stock, buy orders, and bills of materials. Planners can see whether each job has enough parts. Also, this link cuts last-minute buying and rushed vendor calls.
Manufacturing inventory management software also helps teams make better output calls. If a key material arrives on Thursday, the plan can reflect that date. So, leads avoid starting jobs that cannot finish on time. For make-to-order shops, a material tracking tool helps match demand to open stock. It shows which materials belong to which buyer orders. That view protects top-priority jobs from hidden gaps.
Reducing delays and costly schedule changes
Gaps tend to show up late when teams run stock in sheets. Manufacturing inventory software can flag low stock before a work order starts. It can also hold parts for approved production runs. A cloud system gives buying, production, and warehouse teams the same logs. Buyers can see what planners need next. Warehouse teams can prep materials before the line waits.
When linked with a barcode system, scans sync stock as materials move. So, that cuts manual entry and pick errors. Better scan data also helps planners trust open stock counts. Strong planning treats inventory as a real production limit. Manufacturing inventory management software turns that limit into clear, usable data. Many teams reach that level through platforms integrating warehouse management with ERP systems.
Key Features to Look for in Manufacturing Inventory Management Software
Strong manufacturing inventory management software links stock data with real production needs. It tracks what sits on shelves and what moves to work orders. A solid system also protects margins by cutting rush orders, idle time, and excess stock.
The best manufacturing inventory management software gives planners live data with no extra clerical work. It should fit buying, production, quality, and warehouse tasks. When those teams share one log, small issues show up before they stop a line. For a full view of software options, see the complete guide to inventory management software.
Core controls for daily production
Live stock view sits at the center of any strong manufacturing inventory management software. Teams can see raw materials, work-in-progress, finished goods, and held stock. So, that view helps planners skip false availability and late material calls.
- Material inventory management software should track lots, serial counts, expiry dates, and vendor history
- Inventory control software manufacturing teams use should help reorder points, cycle counts, and gap reports
- Factory inventory management software should link stock moves to work orders and production stages
- A warehouse barcode system should log receipts, picks, transfers, and returns as they happen
Cost tracking also matters as stock value changes when production. Good manufacturing inventory management software links material use with labor and overhead. Finance gains a cleaner view of margins by item, batch, or order.
Integration and reporting features
A modern system should link with ERP, accounting, buying, and sales tools. In fact, clean data flow cuts double entry and lowers the risk of mismatched logs. Teams spend less time checking sheets and more time solving supply issues.
Furthermore, reports should show action, not just counts. Useful screens flag slow-moving stock, gap risks, scrap trends, and vendor delays. The right manufacturing inventory management software turns those signals into earlier calls. Many teams prefer cloud software as syncs, access, and backups need less internal help. For teams that scan high volumes of parts, this base can help a barcode warehouse management system.
Cloud-Based Inventory Management Software vs. On-Premise Systems
Cloud tools have changed how plants manage stock, orders, and production data. With manufacturing inventory management software, the main choices tend to come down to access, cost, and control. A cloud model stores data online. An on-premise system runs on company servers.
Cost, control, and fit for manufacturing inventory management software
Cloud software tends to run on a flat fee. So, this cuts upfront spend on servers, backups, and system upkeep. Syncs arrive through the vendor, which cuts work for internal IT teams.
On-premise systems give firms more direct control over hardware and data storage. However, that control can suit makers with strict internal rules or older tools. Yet it tends to bring higher costs for syncs, security patches, and help. Manufacturing inventory management software in the cloud also helps with faster rollout across plants. Teams can add users, warehouses, and flows with no new server work. This matters when demand shifts or a new line opens fast.
Access and production view
A cloud system gives approved users access from the floor, office, or vendor site. Buyers can check material levels while planners check work orders. Managers see the same counts with no waiting for reports.
On-premise tools tend to keep data close to one spot. That setup can slow calls when teams work across many sites. A delayed stock sync may cause double buys or missed production slots. The right choice depends on how much flex the operation needs. A single-site plant with stable flows may accept an on-premise setup. A growing maker may gain more value from manufacturing inventory management software that helps with remote access, faster syncs, and multi-location inventory management software.
How a Warehouse Barcode System Supports Faster and More Accurate Stock Tracking
A barcode system turns each stock move into a clean digital log. Operators scan receipts, picks, transfers, and cycle counts as work happens. That scan replaces handwritten logs and delayed sheet syncs.
Barcode data gives manufacturing inventory management software a solid log for daily calls. The system shows where parts sit, who moved them, and when counts changed. Production planners gain better data before they release work orders. Also, inventory management software cost planning helps teams budget for setup and growth. For more on how barcode tools fit into a broader system, see our guide to the barcode inventory system.
Fewer errors with a warehouse barcode system and manufacturing inventory software
Manual entry makes small errors that spread across buying and production. A wrong digit can trigger a false gap or hide excess stock. Scanning cuts the risk as each item, bin, and lot carries its own code.
A strong barcode system helps receiving with fast item checks. Teams can match incoming goods against buy orders before stock reaches storage. This keeps bad counts from entering this system. Cycle counts also become faster as staff scan chosen bins during normal shifts. Fresh count data helps manufacturing inventory management software reflect real material levels.
Real-time movement across the floor
Stock tracking matters most when materials move across warehouses, lines, and staging areas. Each scan builds a time-stamped trail across the floor. Leads can see whether a part sits in receiving, inspection, or production.
This view helps inventory control software teams trust when urgent jobs arise. When a rush order arrives, planners can check open stock before they promise a date. So, fewer manual checks mean fewer delays at the line. Barcode logs also help a lot with control and recalls. If a vendor flags a defect, teams can trace affected materials faster. Material inventory management software can then hold stock by lot, spot, or production batch. For many plants, that link works best through cloud-based inventory software.
Using Manufacturing Inventory Management Software to Cut Waste
Waste tends to start with small gaps in stock data. A bin count falls behind. A work order pulls excess material. A buyer reorders parts now on the floor. Manufacturing inventory management software closes these gaps by giving teams one live view of materials, usage, and stock moves.
Better control over material usage with manufacturing inventory management software
A strong system tracks each material from receipt through production. Teams can see which jobs use more stock than planned. That insight helps managers fix bill of materials errors and cut avoidable scrap.
- Livestock counts cut rush buys
- Lot tracking helps isolate bad materials faster
- Usage history shows where waste repeats
- Reorder rules stop excess safety stock
Also, manufacturing inventory management software helps with tighter issue controls. Also, workers draw materials against approved jobs, not informal requests or paper notes. This plain control cuts lost stock and lifts cost clean data. Solid inventory control software teams trust helps cut scrap, gaps, and excess stock. It links buying, production, and warehouse work before waste becomes a cost problem.
Smarter decisions from shared data
Waste rises when each team works from a varied log. A buyer may see one stock level while production sees another. A linked system gives both teams the same facts. A cloud system extends that view across sites, shifts, and remote teams. Leads can check material moves without waiting for end-of-day reports. So, buyers can adjust their buying plans before stock turns into dead inventory.
The same shared data also helps with better accountability. Factory inventory management software shows who moved stock, when it moved, and where it went. That log helps teams fix flow issues without relying on guesswork. Over time, these controls make the base for inventory optimization software.
How to Select the Right Manufacturing Inventory Management Software
The right manufacturing inventory management software should fit live ops first. A strong system reflects how materials move, how teams work, and where delays occur. Fancy tools matter less than daily fit on the factory floor.
Selection also depends on growth plans. A small plant may need plain stock control today. A larger site may need multi-site tracking, lot control, and vendor links. For a useful comparison of top options, see the top inventory management software options for small businesses.
Match features to daily manufacturing inventory management work
A clear needs list helps teams skip costly mismatches. The best system links buying, production, storage, and shipping. So, each job should cut manual checks and repeated data entry.
Core needs tend to include livestock counts, reorder alerts, and batch tracking. A barcode system can speed up receiving and picking. Strong barcode flows also cut errors when shift changes. Makers with complex material flows may need a material tracking tool. This helps teams track raw materials by job, batch, or work order. Better material view cuts the risk of stalled production runs.
- Help for bills of materials and work orders
- Clean stock counts across stock spots
- Clear links across buying and production demand
- Barcode scanning for receiving, moves, and issues
- Reports that flag gaps before they stop work
Check fit, access, and support
Access model shapes long-term value. A cloud system gives teams shared data across locations. It can also cut server costs and speed up system syncs.
Some makers still prefer on-site control. Others pick cloud-based tools for remote access and faster rollout. The better choice depends on security needs, IT output, and uptime goals. Vendor help deserves a close check before buying. Also, good partners know production plans, cycle counts, and floor pressure. Cost should include setup, training, devices, and future users. A usable system earns value through faster counts, fewer gaps, and cleaner data.
Conclusion
In short, smarter stock control starts with clear, live inventory data. Manufacturing inventory management software gives plants that data at the point of work. The best systems link buying, production, storage, and shipping. Teams see gaps earlier, cut idle time, and avoid excess stock.
Key gains for production teams using manufacturing inventory management software
A strong system links materials to live orders. With good software, planners match demand, output, and stock with less guesswork. Cloud software gives managers shared access across sites. A barcode system also cuts manual counts, pick errors, and receiving delays.
Growing plants need control across materials, labor, and flow. Good factory software helps teams track those moving parts in one place. Material tracking tools give buyers an earlier warning of supply gaps. That warning helps stop stalled lines and rushed buy orders.
The best next step
The right system should match daily plant work. Start by checking the inventory problems that cost the most. Common targets include stockouts, excess raw materials, slow counts, and late work orders.
- Check clean data across raw materials, work in progress, and finished goods
- Check barcode help for receiving, transfers, picking, and cycle counts
- Compare cloud access for buyers, managers, and floor teams
- Test reports that flag reorder risk and slow-moving stock
A well-matched system cuts waste and speeds calls. It also gives leaders a cleaner view of cash held in stock. For a wider view of platform choices, explore these inventory management solutions. Also, check the inventory database guide for tips on keeping stock logs clean and correct.
Frequently Asked Questions
What is manufacturing inventory management software?
Manufacturing inventory management software is a system that helps manufacturers track raw materials, work-in-progress, finished goods, and stock movements. It supports purchasing, production planning, inventory control, and warehouse operations. The goal is to improve visibility, reduce stockouts, prevent overstocking, and keep production running smoothly.
How does manufacturing inventory software improve production efficiency?
Manufacturing inventory software gives teams real-time visibility into material availability, reorder points, and production demand. This helps planners avoid delays caused by missing parts or excess manual tracking. A manufacturing inventory management system can also connect inventory data with purchasing, bills of materials, and shop floor activity for better decision-making.
Is cloud based inventory management software suitable for manufacturers?
Yes, cloud based inventory management software is often a good fit for manufacturers that need access across multiple locations, warehouses, or production sites. A cloud-based inventory management system can reduce IT maintenance, support remote access, and provide real-time inventory updates. It is especially useful for growing businesses that need scalable tools.
What features should a manufacturing inventory management system include?
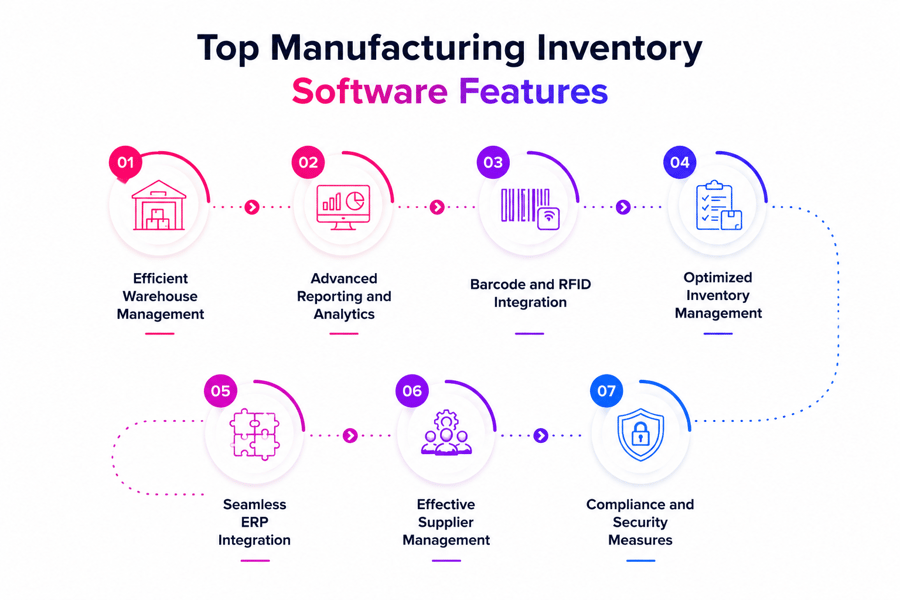
A strong manufacturing inventory management system should include real-time stock tracking, purchase order management, lot and serial number tracking, bill of materials support, reorder alerts, and reporting. Many companies also benefit from a warehouse barcode system, demand forecasting, and integrations with accounting, ERP, or production planning tools.
How does inventory control software help manufacturing businesses reduce costs?
Inventory control software manufacturing teams use can reduce carrying costs, limit waste, and prevent emergency purchasing. By tracking material usage and inventory levels accurately, businesses can order the right quantities at the right time. Manufacturing inventory management software also helps identify slow-moving stock and improve cash flow.
What is the difference between factory inventory management software and material inventory management software?
Factory inventory management software usually covers inventory across the full production environment, including raw materials, work-in-progress, finished goods, and warehouse movement. Material inventory management software focuses more specifically on tracking raw materials and components used in production. Both can be part of a broader manufacturing inventory system.

